Tehnologie de control optim al temperaturii pentru injecția maselor plastice
Soluții de control al temperaturii de la Tool-Temp
Injecția de mase plastice este un proces de formare pentru producția discontinuă de piese injectate, de preferință din compuși macromoleculari. Acest proces de producție joacă un rol esențial în prelucrarea materialelor plastice, în special a termoplasticelor, dar și a elastomerilor și a termorezistenților. Datorită secvenței în mare parte automatizate a procesului de injecție mase plastice și a variabilității acestuia, este posibil să se producă piese injectate în aproape orice formă și dimensiune folosind procesul de injecție mase plastice. În plus, injecția de mase plastice oferă alte avantaje semnificative, în special în ceea ce privește producția de piese injectate complicate, ca articole de serie.

Procesul de injecție mase plastice și controlul ideal al temperaturii matriței
Avantajele procesului de injecție mase plastice
- Nu există etape intermediare de la materia primă la piesa finită
- Nicio post-procesare a piesei injectate sau doar una minimă
- Proces complet automatizat
- Reproductibilitate ridicată a pieselor injectate
- Design personalizat al suprafeței
În timp ce matrița este răcită în majoritatea cazurilor la prelucrarea termoplasticelor, prelucrarea elastomerilor și a termorezistenților necesită încălzirea matriței. Acest lucru este esențial pentru întărirea sau vulcanizarea materialului injectat. Suntem bucuroși să vă sprijinim cu toate aceste întrebări.
Procesul de injecție mase plastice
Procesul de injecție poate fi împărțit în 4 etape:
- Etapa 1: Plastifiere și dozare
- Etapa 2: Injectarea
- Etapa 3: Răcirea
- Etapa 4: Demularea și ejecția
Condiții ideale de producție cu Tool-Temp
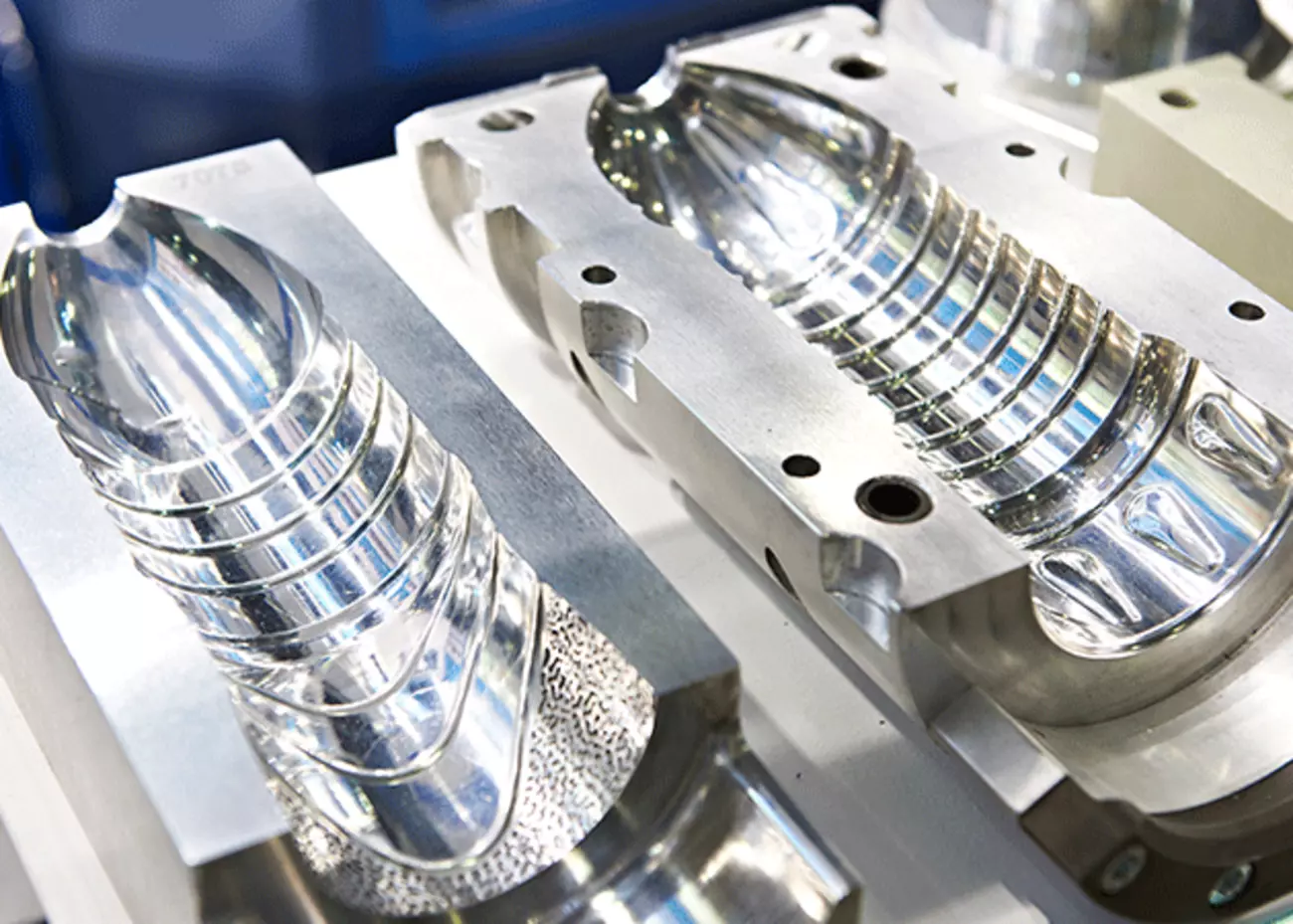
Temperatura matriței este unul dintre cei mai importanți factori de influență în injecție mase plastice. Aceasta influențează eficiența economică a producției prin intermediul timpului de răcire, iar calitatea piesei turnate depinde de cristalinitate și de tensiunea de înghețare. Temperatura suprafeței matriței determină cât de repede poate fi disipată căldura introdusă de șurub după injectare. Controlul temperaturii matriței este necesar pentru a încălzi matrița la începutul producției și pentru a menține temperatura dorită a matriței. Dacă o zonă a matriței este mai bine răcită decât alta, piesa turnată se răcește mai repede în acea zonă. Acest lucru duce la creșterea locală a tensiunii reziduale, la un comportament diferit de contracție a piesei turnate și la distorsiuni după îndepărtare. Precizia dimensională a componentelor complexe, în special, este astfel afectată negativ.
Proiectarea matriței, precum și geometria și dispunerea orificiilor de răcire sunt premisele pentru obținerea unor piese turnate de înaltă calitate și pentru răcirea uniformă a suprafeței matriței. Pentru matrițele mai mari, este recomandabil să se împartă controlul temperaturii în mai multe circuite, astfel încât lichidul de răcire să nu se încălzească prea mult.
Tipul de plastic determină temperatura optimă a suprafeței matriței. Pentru a asigura o producție fiabilă, toate unitățile de termoreglare Tool-Temp sunt echipate cu senzori electronici de debit. Circulația agentului este astfel monitorizată permanent și se declanșează o alarmă în caz de blocaj sau de scădere bruscă a circulației. Mediul este controlat prin intermediul senzorilor de temperatură montați în aparat. Pentru piesele de precizie, se pot monta senzori suplimentari la intrarea și returul apei de răcire și se pot regla la temperatura de intrare. Unitatea de control emite o alarmă dacă există o abatere de temperatură între temperatura setată și temperatura reală. Toate unitățile de control al temperaturii Tool-Temp sunt echipate cu un filtru de apă de proces pentru a asigura proprietăți constante de control al temperaturii. Acest lucru previne depunerile în circuit, care afectează transferul de căldură și, prin urmare, calitatea pieselor turnate.
Suprafețe de design de înaltă calitate Curgerea plasticului în punctul problematic este optimizată prin controlul precis al temperaturii în locul unde ar apărea linia de sudură. Ca rezultat, plasticul curge unul în celălalt și se îmbină fără o crestătură vizibilă a liniei de sudură. Ne adaptăm soluția de temperare în mod individual la aplicația de turnare prin injecție și la scula dumneavoastră.
Optimizarea parțială a turnării Pentru a obține o turnare parțial optimizată, temperatura cavității trebuie să crească. Acest lucru poate fi realizat cu sistemele noastre de încălzire și răcire foarte reactive din seria Tool-Temp cu apă sub presiune.
Timpi de ciclu îmbunătățiți Sistemele de termoreglare de mare capacitate cu apă de până la 90°C și apă sub presiune de până la 160°C permit timpi de ciclu scurți și o calitate perfectă a pieselor.
Rentabilitate rapidă a investiției și ușor de întreținut Utilizăm numai materiale de înaltă calitate și garantăm soluții de control al temperaturii la un preț imbatabil datorită producției eficiente în serie. Toate produsele noastre sunt fabricate și dezvoltate în Elveția. Garantăm lanțuri de aprovizionare fiabile în orice moment. Unitățile de termoreglare Tool-Temp sunt caracterizate de un grad ridicat de ușurință în service. Garantăm disponibilitatea permanentă a pieselor de schimb în întreaga lume. Acest lucru face ca întreținerea unităților să fie extrem de simplă și foarte rentabilă.
Mai întâi, materialul termoplastic care urmează să fie injectat sub formă de granule sau pulbere este introdus într-un șurub rotativ prin intermediul unei pâlnii. Granulatul este transportat spre vârful șurubului prin rotație. Frecarea șurubului de transport rotativ și încălzirea simultană topesc granulatul în unitatea de injectare. Pe măsură ce procesul continuă, plasticul topit se acumulează la vârful șurubului, unde se află duza de ieșire, care este închisă în acest punct. Acest lucru creează presiune asupra șurubului.
Plasticul topit este forțat sub presiune ridicată printr-o duză în canalele de scurgere ale matriței, iar cavitatea se umple. Acest proces generează presiuni cuprinse între 500 și 2 000 de bari, care sunt utilizate pentru a forța materialul topit să treacă prin duză și prin canalul de scurgere, sau sistemul de canale de scurgere, al matriței în cavitatea acesteia.
Următorii pași în procesul de injecție mase plastice sunt post-moularea și răcirea. La o temperatură cuprinsă între 20 și 120°C, matrița este mult mai rece decât masa topită la o temperatură cuprinsă între 200 și 300°C. Prin urmare, topitura se răcește în matriță și se solidifică în final la punctul de îngheț al masei. În timpul răcirii, are loc o contracție de volum, care are un efect negativ atât asupra preciziei dimensionale, cât și asupra structurii și calității suprafeței piesei. Această contracție este contracarată prin comprimarea plasticului lichid. Odată ce compresia este completă, duza cilindrului cu șurub este închisă și se poate începe dozarea și plasticizarea compusului pentru următoarea piesă. Între timp, materialul din matriță continuă să se răcească până când miezul lichid al piesei turnate, așa-numitul miez, s-a solidificat. În cele mai multe cazuri, plasticul este suficient de rigid pentru a permite demodularea piesei.
Partea ejectoare a matriței este deschisă, iar știfturile pătrund în cavitatea matriței pentru a împinge piesa turnată afară din matriță. Cartușul trebuie îndepărtat din aproape toate piesele turnate. Acest lucru se realizează fie printr-o etapă de prelucrare separată, fie în mod automat în timpul demodelării. Pentru injecție mase plastice fără matriță, trebuie utilizat un sistem cu canal cald. După ce se termină demodularea, matrița se închide și procesul începe din nou.